Окраска мотоциклетного ДВС. Собственный опыт
Как и любое другое дело, окраска мотоциклетных ДВС имеет свои нюансы. Поскольку скромность – это практически визитная карточка нашей мастерской, мы не будем утверждать, что являемся экспертами в данном вопросе, но определенный опыт накоплен (в том числе и на ошибках, увы!) и грех им не поделиться.
Внимательно изучив вопрос, мы пришли к выводу, что для того, чтобы не нарушить условия охлаждения ДВС, окраска должна быть двухкомпонентной: картер красим порошковой эмалью, цилиндр и ГБЦ – термостойкой силиконовой эмалью (слой 15-45 мкм).
Процесс окраски любой детали неотделим от процесса подготовки поверхности, и эта самая подготовка зачастую отнимает гораздо больше времени и усилий, нежели непосредственно нанесение эмали. Цель подготовки – обеспечить надлежащую шероховатость и чистоту от различных загрязнений. Для мотоциклетного ДВС со сложной формой поверхностей, кучей посадочных мест и каналов, из множества возможных вариантов оптимальным и доступным остается только пескоструйная обработка (космические технологии в расчет не берем).
Но и здесь есть своя специфика, к пескострую ДВС также придется, в свою очередь, готовить, ведь вполне понятно, что корундовый песок под давлением 8 – 12 атм, если он попадет «не туда», вполне способен нанести движку непоправимый ущерб.
По этим причинам при подготовке ДВС к окраске и пескоструйной обработке приходится решать одновременно целый комплекс задач:
- Не допустить (минимизировать) попадание корунда внутрь ДВС.
- Разделить сопрягаемые поверхности картера прокладками, чтобы при разъеме половинок картера (и демонтаже боковых крышек) не образовывались сколы краски.
- Защитить посадочные места подшипников и резьбы как от пескоструйной обработки, так и от порошковой окраски.
- Минимизировать трудозатраты на устранение последствий подготовки к пескоструйной обработке при последующей сборке ДВС.
Как у нас это получилось, представлено в фотогалерее ниже на примере ДВС воздушного охлаждения Suzuki Savage LS650. Если у кого-либо возникнут конструктивные замечания и предложения по оптимизации этой работы, будем рады комментариям.

Красить цилиндр и ГБЦ порошковой эмалью недопустимо, поскольку нарушаются условия охлаждения. Поэтому используем силиконовую эмаль, предназначенную для окраски термонагруженных (до 400 град.) поверхностей.

Для защиты цилиндра от пескоструйной обработки приходится изощряться с изготовлением фанерных модельных заглушек. В качестве шаблона удобно использовать прокладку ГБЦ.
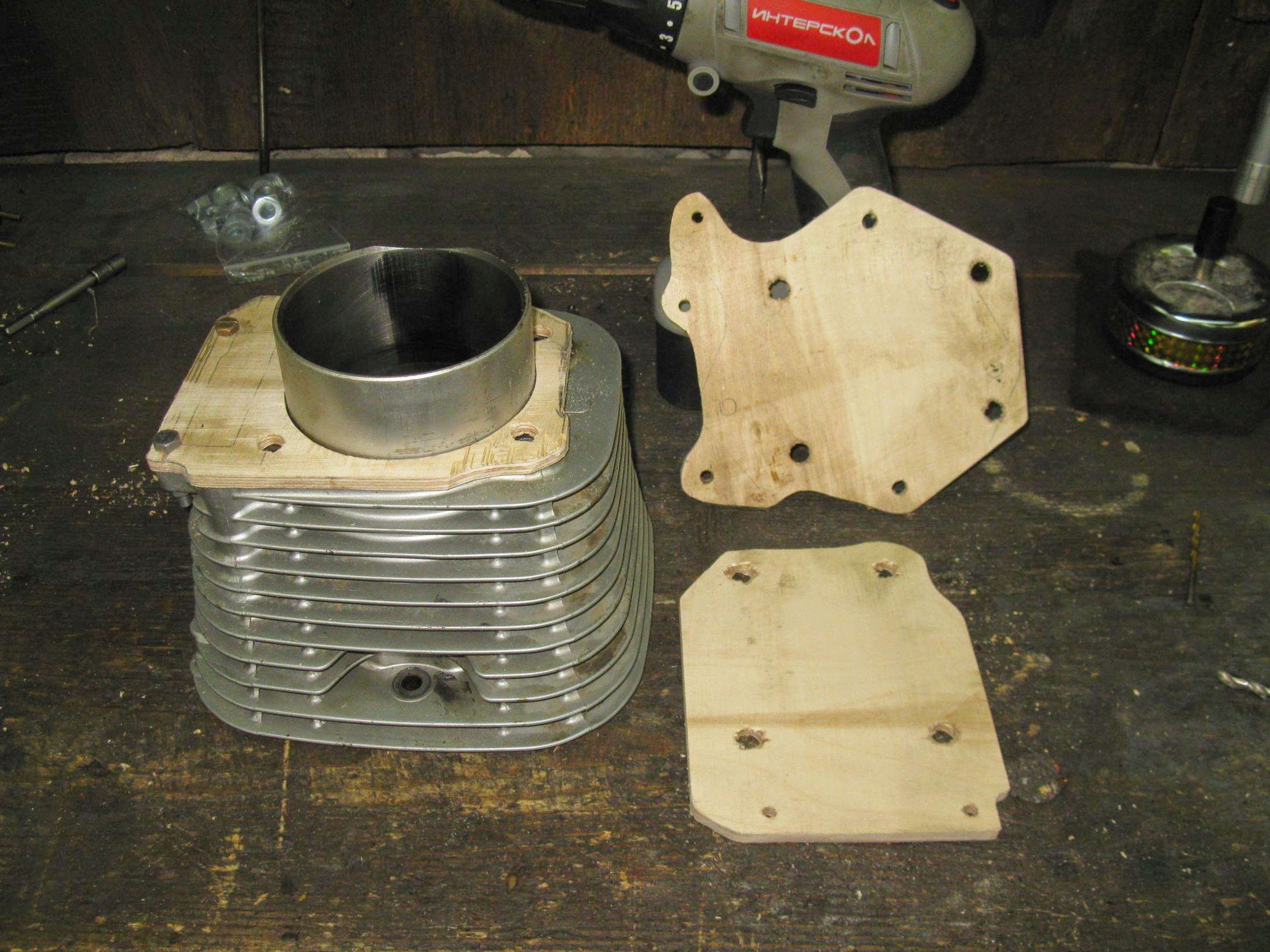
Для защиты цилиндра от пескоструйной обработки приходится изощряться с изготовлением фанерных модельных заглушек.

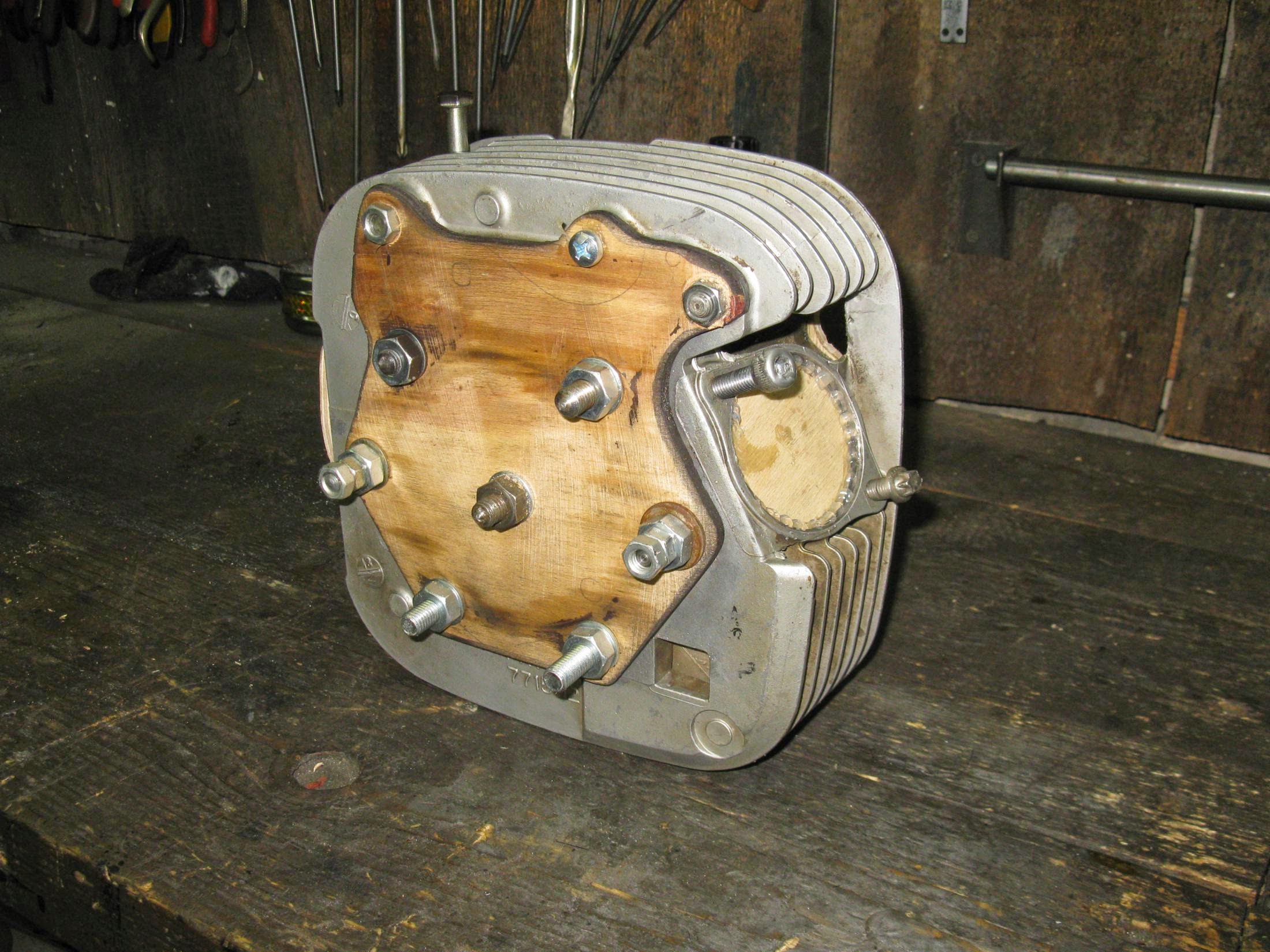
Надежно.

Как показала практика, силикон прекрасно переносит нагрев до 200 град., для герметизации «самое то». Для цилиндра в качестве заглушки идеально подошла канализационная прока 100мм.

Цилиндр окрашен черной матовой Tikkurila termal 400. Красноватый оттенок — странный глюк фотоаппарата.

После цилиндра настал черед окраски ГБЦ. Все детали ЦПГ мы красили поочередно, т.к. для защиты сопрягаемых поверхностей использовалась одна и та же оснастка (способ ее изготовления представлен на фото). Клапана, маслосъемные колпачки и декомпрессор демонтированы.
Клапана, маслосъемные колпачки и декомпрессор демонтированы. Заглушены камера сгорания, выпускной тракты с учетом участков, которые останутся непрокрашенными.
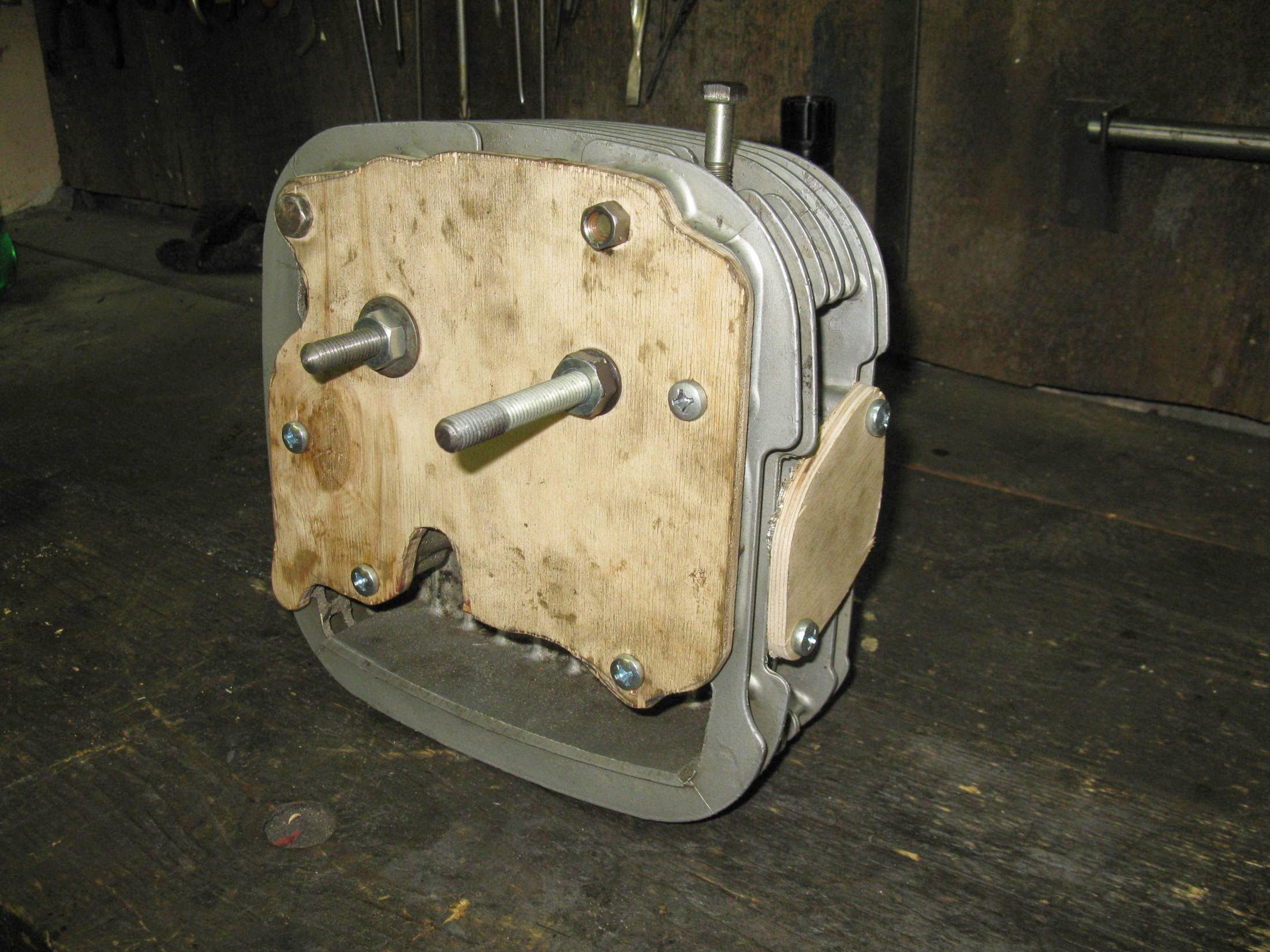
Заглушена полость распредвала, впускной тракт.

ГБЦ окрашена черной матовой Tikkurila termal 400.

Оснастка, использованная при подготовке ГБЦ к пескострую и окраске.
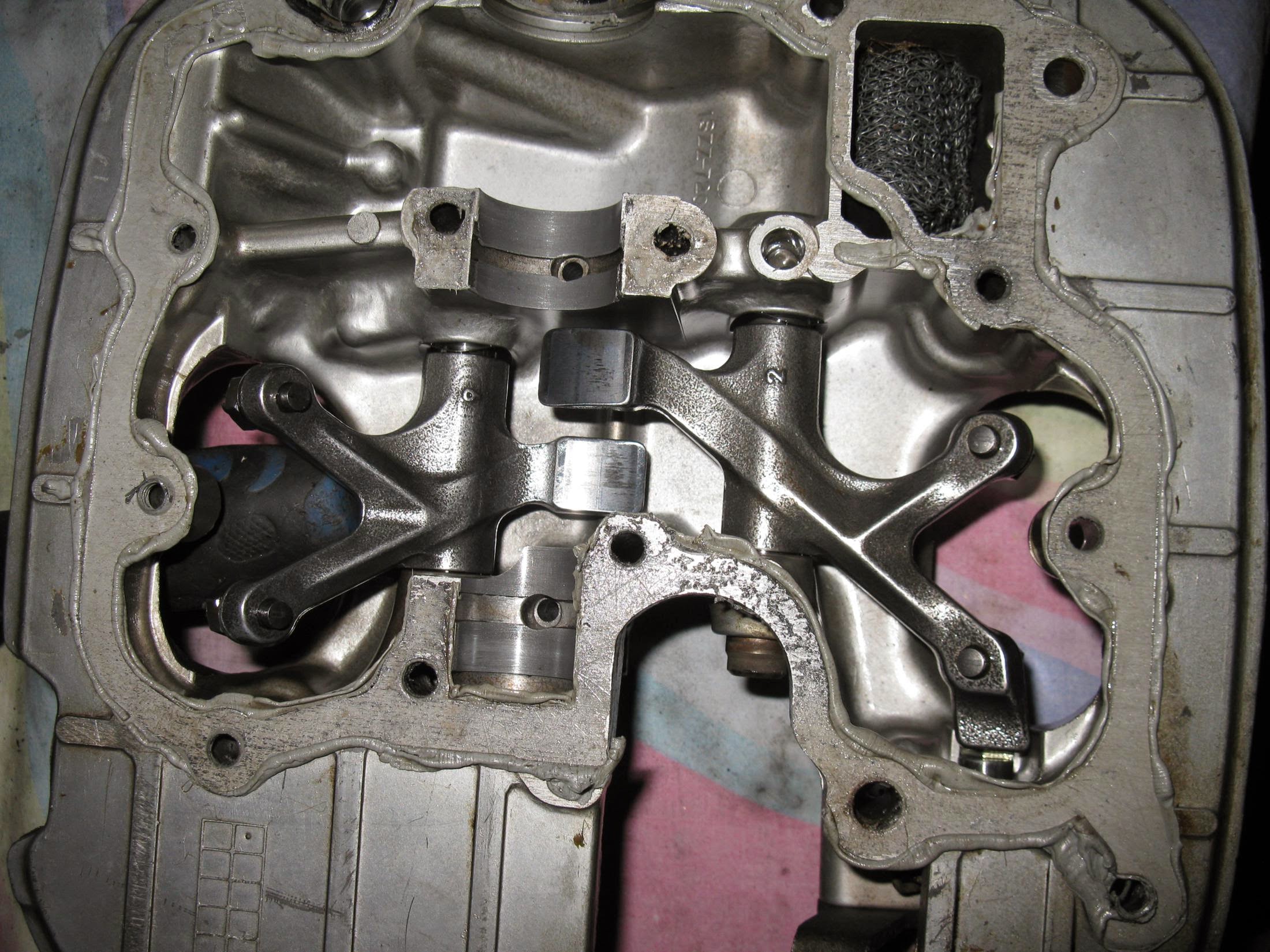
Крышка ГБЦ. У Саважа она выполняет функцию постели распредвала и рокеров.
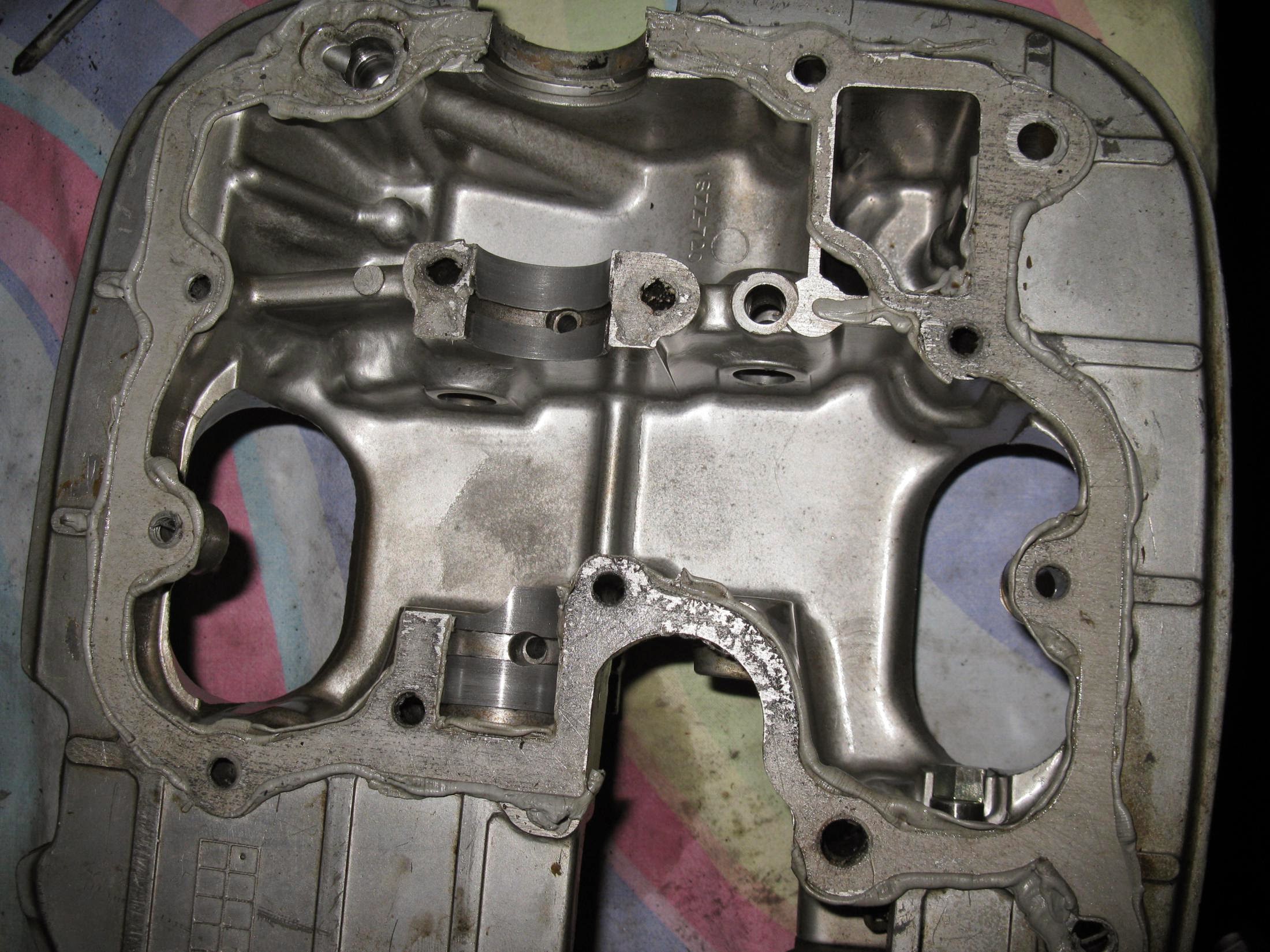
Рокера демонтируем, их валы уплотняются резиновыми кольцами, нагрев до 200 град. им неполезен, да и песок может попасть.

Заглушены посадочные места валов рокеров, вала и сальника декомпрессора, патрубок вентиляции картерных газов, резьбы.

Оснастка, использованная при подготовке крышки ГБЦ к пескострую и окраске.

Крышка ГБЦ окрашена черной матовой Tikkurila termal 400.
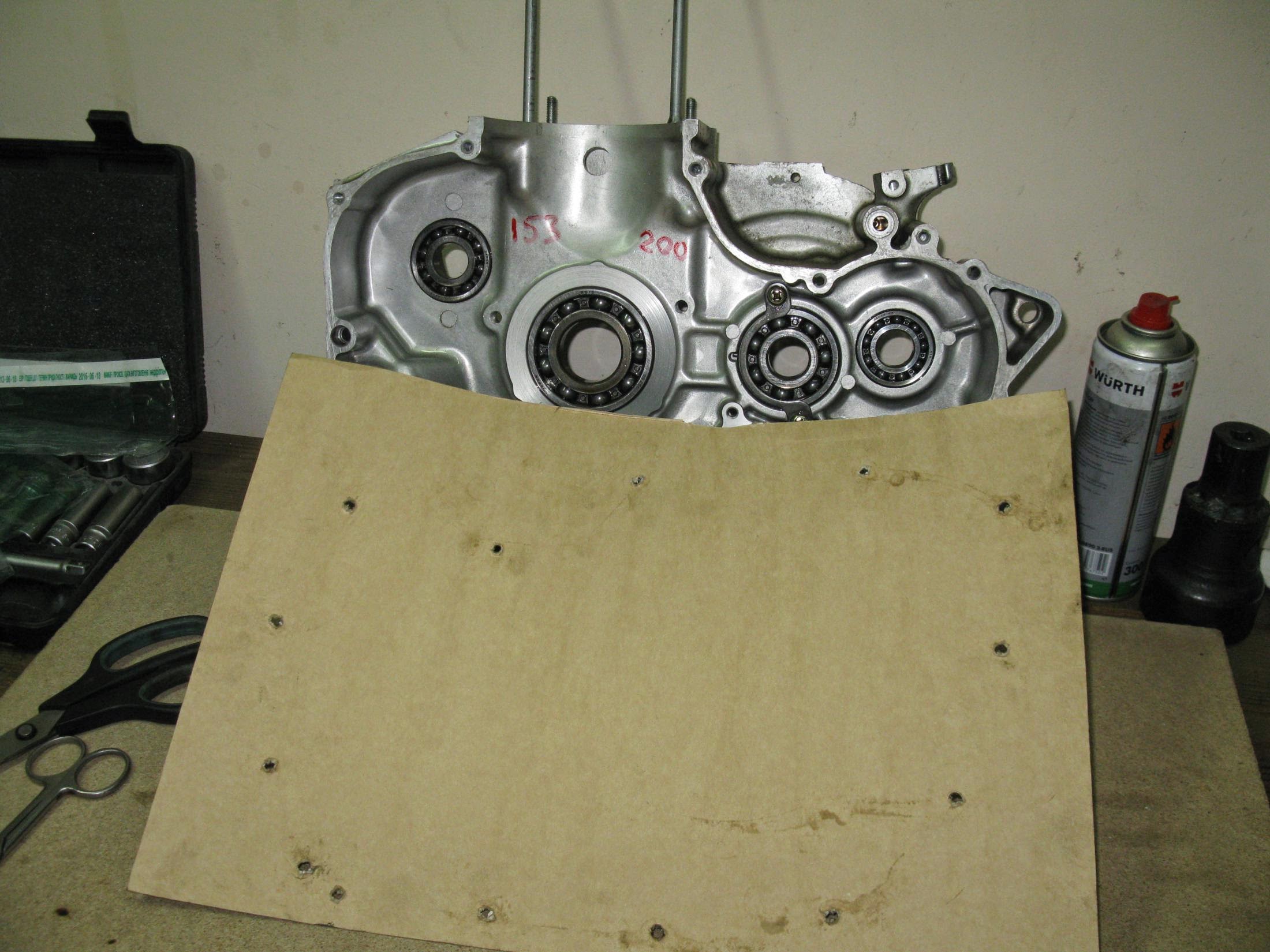
Чтобы покрасить картер двигателя порошковой эмалью, его необходимо предварительно подвергнуть пескоструйной обработке, иначе не будет достаточной адгезии краски. Для пескоструя используется корундовый песок, обработка происходит при давлении 8-12 атм. Если он попадет внутрь, ДВС помрет сразу. Поэтому движок приходится полностью разбирать и тщательно глушить все отверстия, через которые песок может попасть внутрь.

Из половинок картера и из крышек ДВС удаляем все подвижные детали с резиновыми уплотнениями. Порошковую эмаль «сушат» при 200 град., резине это неполезно. Естественно, появившиеся отверстия придется «глушить»
Порошковая эмаль дает слой порядка 0,2-0,4 мм мм, поэтому при силовой разборке сопряженных плоскостей краска трескается по линии разъема.

Чтобы избежать этого, между половинками картера устанавливаем две картонных прокладки, которые аккуратно срезаем канцелярским ножом после разъема половинок.

Крышки ДВС также устанавливаем на место через двойные картонные прокладки.

Заглушки установлены на места установки цилиндра, стартера, привода сцепления и спидометра.

ДВС окрашен черной матовой порошковой эмалью.

ДВС окрашен черной матовой порошковой эмалью.

ДВС окрашен черной матовой порошковой эмалью.

ДВС окрашен черной матовой порошковой эмалью.

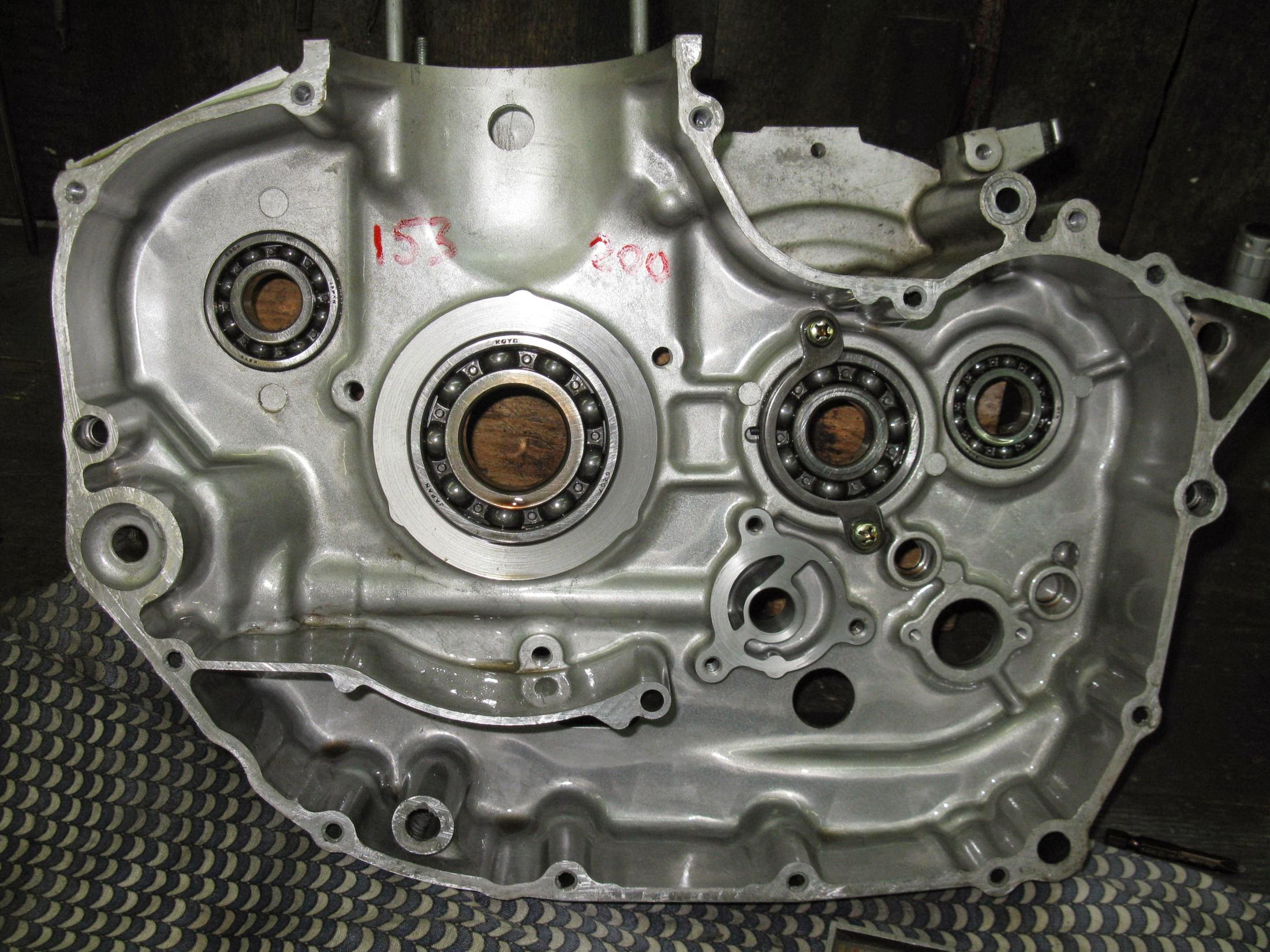
Сальник вала переключения КПП меняем. Посадочные места сальников приходится защищать особенно тщательно, поскольку в противном случае достаточно толстый слой порошковой краски станет препятствием для установки сальника. А идеальная заглушка в этой ситуации — старый сальник, который мы меняем после окраски детали.

Тоже самое относится к сальнику вторичного вала, который выполнил свое предназначение по защите ДВС от песка, геройски погиб и был заменен на новый.

Вот так защитили от песка индикаторное окошко уровня масла.

Оно не пострадало.

После окраски ДВС приходится разбирать повторно, чтобы тщательно помыть-продуть, благо порошковая окраска совершенно не боится бензина. Левая половинка.
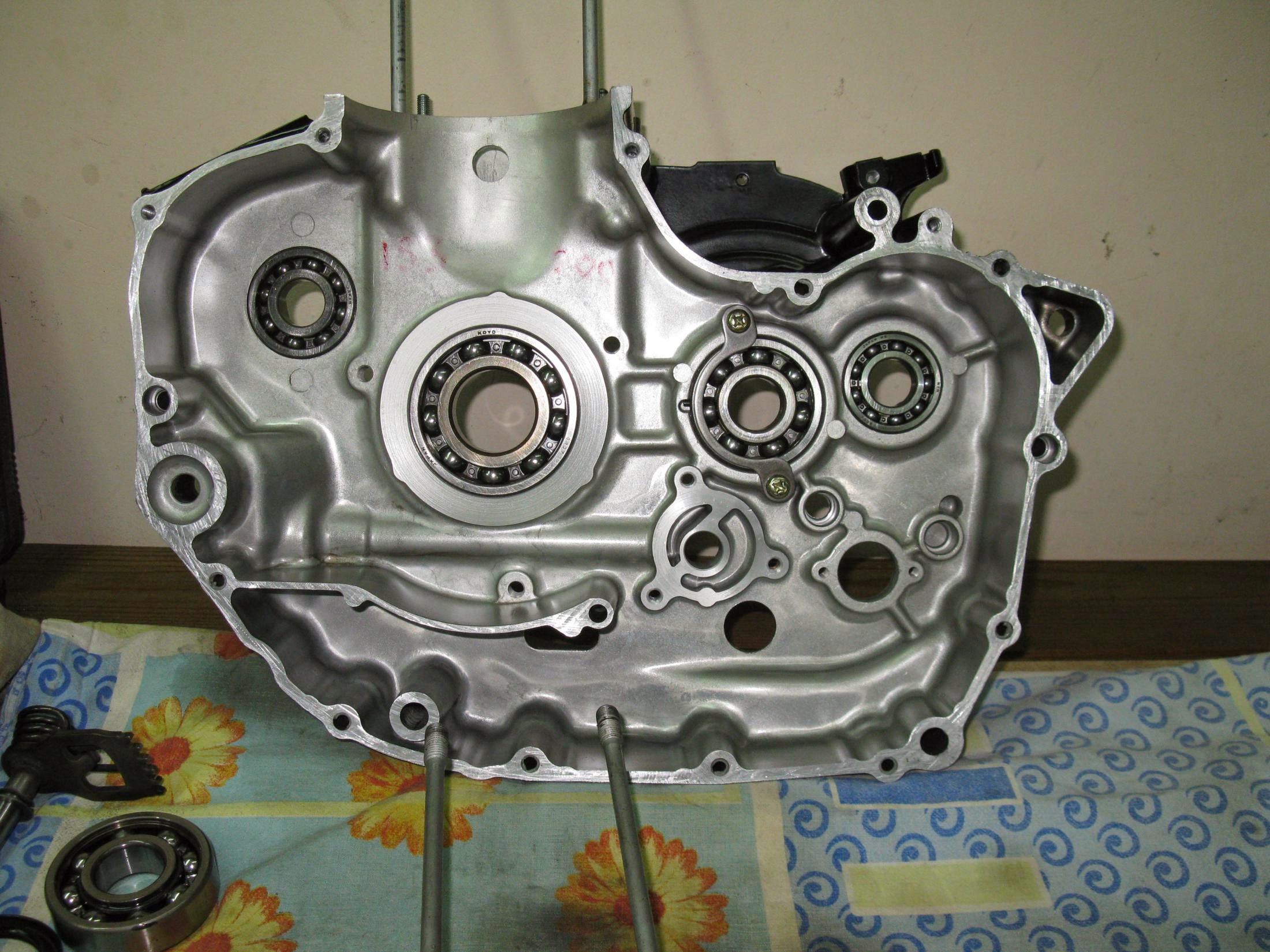
Правая половинка готова к сборке.

Этапы сборки.

Этапы сборки.

Этапы сборки.

Этапы сборки.

Этапы сборки.

Добавить комментарий